Kaasaegsed uued energiasõidukid töötavad järk -järgult kõvasti projekteerimisprotsessis, mille autosarvevõrk on üks neist, traditsioonilisel metalliautode sarvevõrgul on töötlemata välimusnõuded ja võrgusilma nõuded ei ole liiga ranged, seega on töödeldud võrgusilm suhteliselt suur, vahekaugus on lai, see protsess on madala töötlemise kulud, kiire kiirus, lihtne personali korraldus, ebasoodne asi on rohkem, mis on lihtsam. Kõrge hallituse kulud panevad paljud töötlejad tootjad ootama, kuni ploom oma janu kustutab.
Sellesöövitusprotsessvõtab kasutusele keemilise söövitusvedeliku töötlemise meetodi, mis võib ühendada tembeldamise ja laseri eelised ning töödelda ultra-õhukese materjali ühtlase võrgusilmaga, puuduvad burrsid, ilma lokirulli ja vertikaalse augu seina. Autosarvede netotoodete keeruka kuju saab söövitada ka lisakuludeta, sileda ja ühtlase ilma BURRS -ita ning lamedus on alla 0,02.
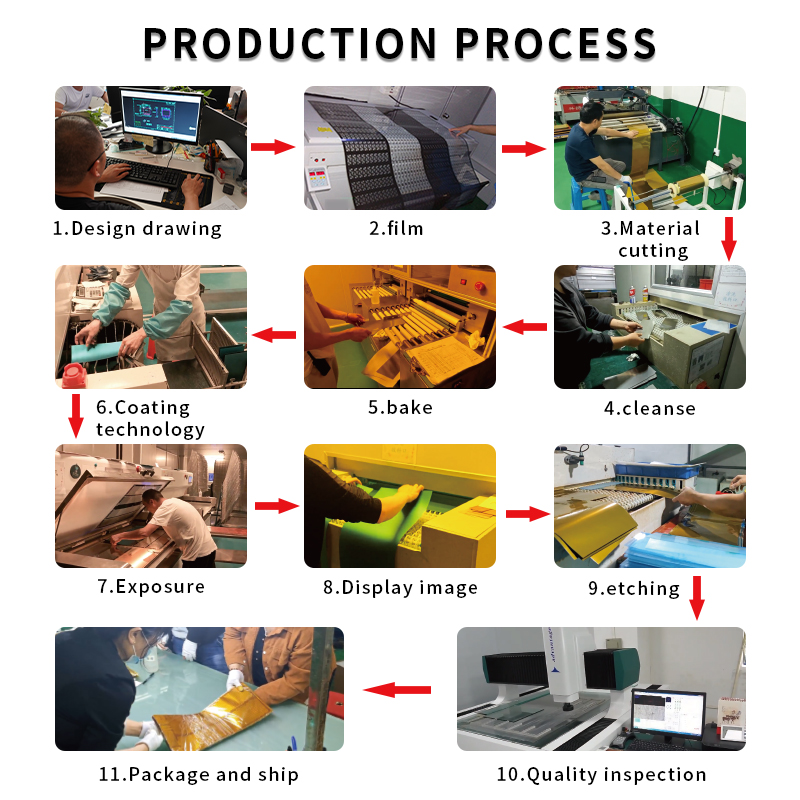
Esimene samm materjali määramiseks, roostevabast terasest on üks tavaliselt kasutatavaid materjale, kuna selle hea korrosioonikindlus ja tugevus sobib autosarve võrgukatte tootmiseks. Autosarvevõrgukatte tegemisel tuleb metallist substraati kõigepealt puhastada, et eemaldada pinnalt õli ja lisandid ning tagada järgneva protsessi kvaliteet. Järgmine samm on valgustundliku tindi kandmine, pärast substraadi puhastamist tuleb metalli pinnale ühtlaselt kanda, mis karastab kokkupuuteprotsessi ajal kaitsekihi moodustamiseks ühtlaselt. Järgmine samm on kokkupuude, kus kujundatud kile asetatakse valgustundliku tindiga kaetud metalli mõlemale küljele ja paljastab ultraviolettvalguse, nii et kile muster kantakse metalli pinnale. Pärast kokkupuudet arendatakse metallplaat ja eemaldatakse kasutamata valgustundlik tint, paljastades aluseks oleva metalliosa ja valmistades selle söövitamiseks ette.
Järgmisena tuleb keemiline korrosioon, mis kasutab metalli paljastatud osa söövitamiseks spetsiifilist keemilist söövituslahust soovitud võrgumustri moodustamiseks. See protsess saavutab suure täpsuse ja väldib laser- või tembeldamise puudusi. Tavaliselt täidetakse see professionaalse söövitumistunnistusega ja kogu tõestamise protsessi tsükkel on umbes 5–7 päeva. Viimane lihvimise ja pihustamise protsess: pärast lõpuleviimistsöövitus, on vaja lihvida võrgusilma katte, et eemaldada Burrs ja parandada välimuse kvaliteeti; Seejärel pihustatakse seda korrosioonikindluse ja esteetika suurendamiseks.
Teaduse ja tehnoloogia edenemisega areneb valjuhääldi võrgusilma katte tootmisprotsess suurema täpsuse, kergema kaal ja parema välimuse suunas.
 English
English  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик